
동력전달장치 (Power transmission)
동력전달장치는 원동기(엔진, 모터)에서 발생한 동력을 다른 부분으로 전달하여 작동시키는 시스템을 말한다. 동력전달장치는 원동기에서 발생한 동력을 효과적으로 전달하고 변환하는 중요한 역할을 한다.
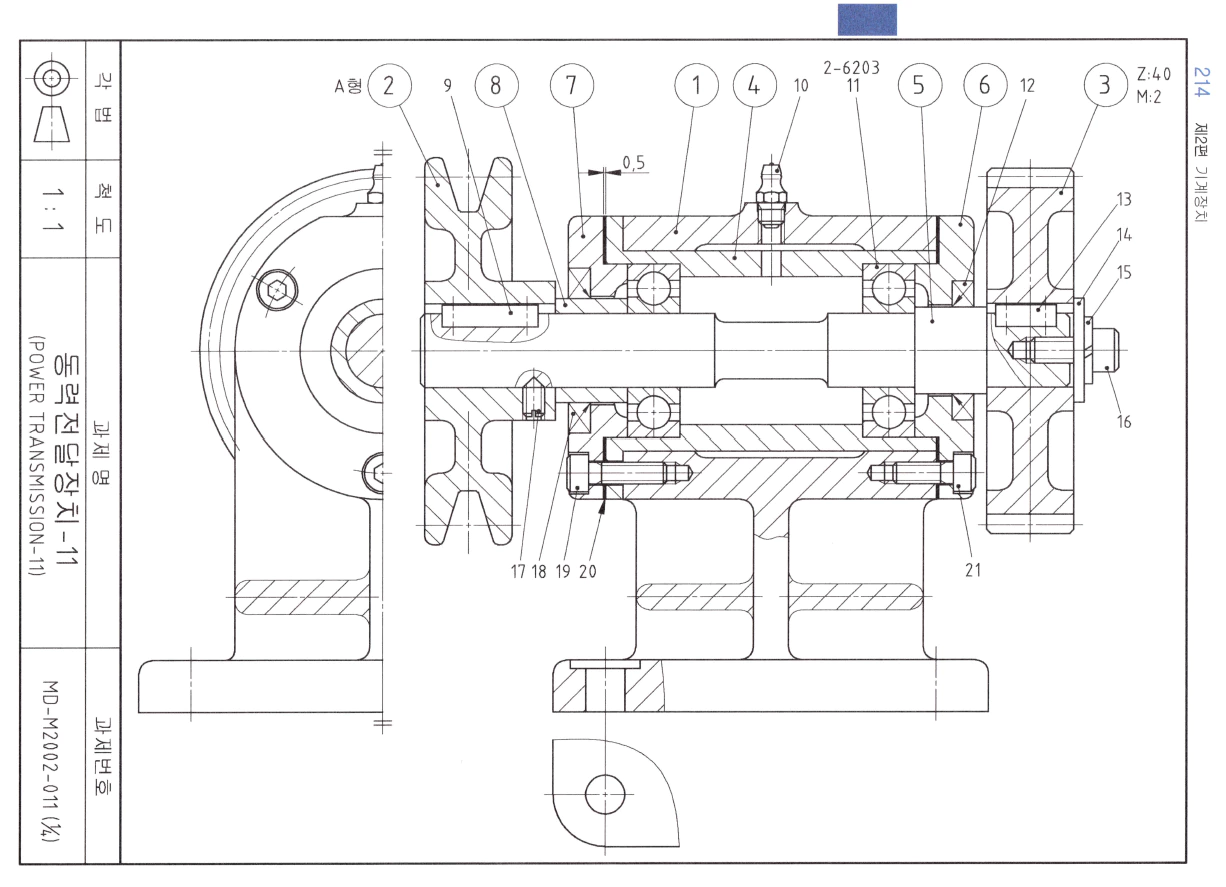
동력전달장치 문제도
원동축의 V-벨트 풀리가 회전하면서 ② V-벨트 풀리가 회전한다. ② V-벨트 풀리의 회전으로 축과 함께 결합된 평행키(왼쪽 끝)에 의해 ⑤ 축이 회전하며, ⑧ 간격링과 볼베어링의 내륜, 오른쪽 끝에 있는 평행키에 의해 ③ 스퍼기어도 함께 회전하게 된다.
본체
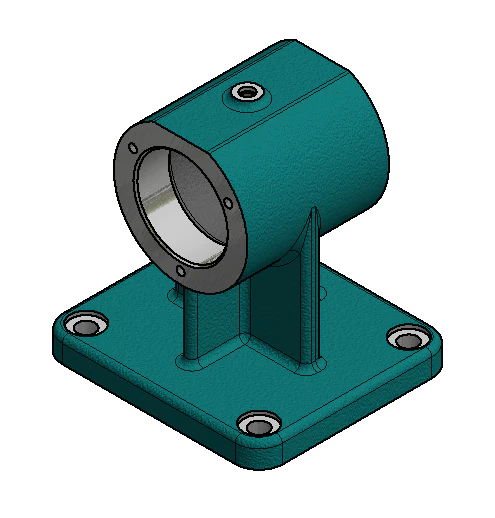 |
① 본체 전체 부품들을 지지하는 프레임 역할하며, 본체의 하면을 테이블이나 구조물에 고정한다. 주조로 제작 후 밀링에서 하면, 좌우측면의 평면 절삭, 선반에서 베어링 장착부, 내경 절삭 및 모떼기, 밀링이나 드릴링머신에서 드릴링 및 태핑 가공, 연삭기에서 주요 공차부 다듬질 작업을 한다. 재질은 약간의 강도, 경도를 요하며, 복잡한 형상을 제작해야 하므로 재료는 주물 재료인 GC200(회주철)을 사용한다. |
커버
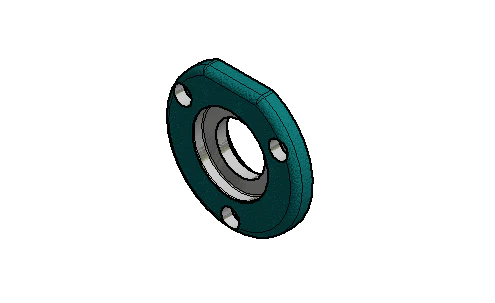 |
⑥, ⑦ 베어링 커버 오일실(Oil seal)을 끼워 본체에 조립되어 베어링 윤활유가 흘러나가지 않도록 하는 커버이다. 주조로 제작 후 선반에서 내, 외경 및 측면 절삭, 드릴링머신이나 밀링에서 드릴링 및 카운터 보링 가공, 연삭기에서 주요 공차부 마름질 작업을 한다. 재질은 본체와 같은 GC200(회주철)으로 한다. |
베어링하우징
 |
④ 베어링 하우징 본체에 고정하고, 볼베어링의 외륜이 끼워지는 구멍을 갖고 있는 부품이다. 선반에서 내, 외경 절삭 및 모떼기, 연삭기에서 주요 공차부 마름질 작업을 한다. 재질은 축의 재질과 같게 하거나 좀 더 연성이 큰 재료인 SM45C(기계 구조용 탄소강)로 한다. |
축
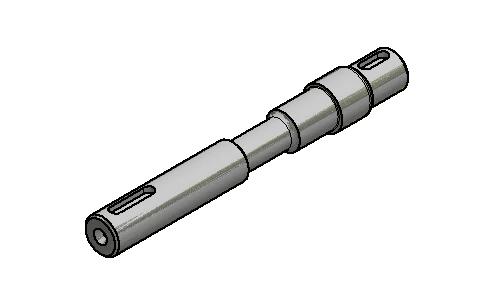 |
⑤ 축 V-벨트 풀리에서 스퍼기어로 동력을 전달하는데 핵심 역할을 하며 62계열의 내륜 베어링으로 지지되어 있다. 선반에서 외경 절삭 및 암나사 절삭, 밀링에서 키 홈부 절삭, 연삭기에서 주요 공차부 마름질 작업을 한다. 재질은 강도, 경도를 요하는 재료로 가장 일반적인 SCM435(크롬몰리브덴 강)를 사용하며, 가공 후 열처리에 의해 경도는 HRC40~50± 2가 적당하다. |
간격링
 |
⑧ 간격링 (칼라) 축에 조립되어 V-벨트 풀리와 볼베어링의 간격을 유지하는 간격링이다. 선반에서 내, 외경 절삭 및 모떼기, 연삭기에서 주요 공차부 마름질 작업을 한다. 재질은 축의 재질과 같게 하거나 좀 더 연성이 큰 재료로 SM45C(기계 구조용 탄소강)로 한다. |
스퍼기어
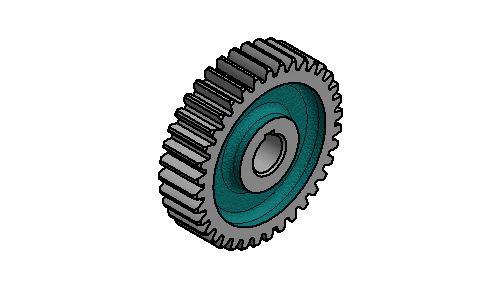 |
③ 스퍼 기어 (평기어) V- 벨트 풀리의 회전으로 인한 축의 회전으로 함께 회전한다. 선반에서 내, 외경 및 측면 절삭, 호빙머신에서 호브로 기어의 이 절삭, 슬로팅 가공으로 키 홈부 절삭, 연삭기에서 주요 공차부 마름질 작업을 한다. 재질은 강도를 요구하며 주조가 가능한 SC480(탄소 주강품)으로 하고, 치부에 열처리를 하여 경도는 HRC50± 2로 한다. 전체 열처리 대신에 부분 열처리로 개별 주서에 '치부 고주파 경화 처리 HRC50± 2'라고 기입한다. |
V-벨트 풀리
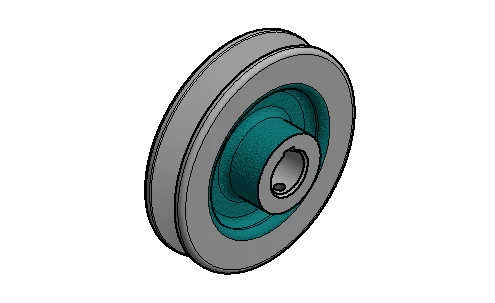 |
② V-벨트 풀리 원동축으로 부터 회전력을 받아 ⑤ 축에 동력을 넣는다. 주조로 제작 후 선반에서 내, 외경 및 측면 절삭, 슬로터나 밀링의 슬로팅 가공으로 키 홈부 절삭, 연삭기에서 주요 공차부를 마름질한다. 재질은 가벼우며 주조성이 우수하고, 약간의 강도, 경도를 요하는 GC200(회주철)으로 한다. |
153랩
반응형
'국가 기술 자격 CAD 실기 시험 > 기계 제도와 도면 해독' 카테고리의 다른 글
| 회주철품(Grey Iron Castings) (19) | 2024.08.07 |
|---|---|
| 기계 구조용 탄소강 강재 (Steel Machine) (16) | 2024.08.06 |
| V-벨트풀리 아이들러의 본체 모델링, 투상도, 치수 (1) | 2023.08.01 |
| 주철품과 주강품의 보통 치수 공차 (일반 공차) (0) | 2023.07.10 |
| 주물면과 가공면의 구분 (2) | 2023.07.03 |
| 치공구의 시작 - 바이스1 #모델링부터 도면 작업까지 전 과정 따라하기 (2) | 2023.06.26 |
| 투상도 작도와 치수 기입 방법 최종 - (3) 치수 기입 (1) | 2023.05.11 |
| 투상도 작도와 치수 기입 방법 - (2) 투상도 작도 (0) | 2023.05.10 |